

Dosyć powszechnym problemem w procesie drukowania na drukarkach 3D stała się ekstruzja materiału. Najczęściej występuje to podczas pracy z materiałami elastycznymi. W tym artykule omówimy 5 sposobów rozwiązania tego problemu.
Z dyszy drukarki FDM może wypływać topiący się plastik. Dzieje się to podczas przemieszczania się dyszy do kolejnego punktu drukowania. Później materiał ten twardnieje i przykleja się do już wydrukowanych przedmiotów. Często na wydrukowanych częściach pozostają cienkie pasma plastiku.
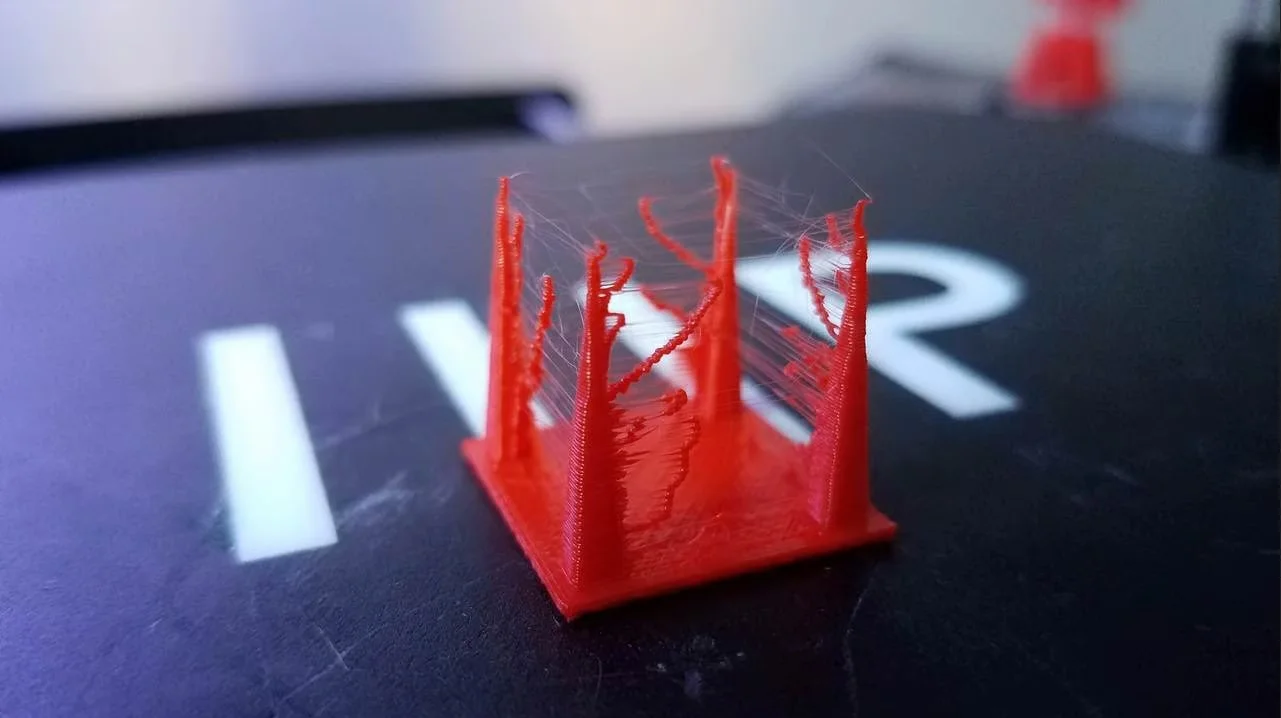
Teoretycznie w trakcie ruchu na otwartej przestrzeni z dyszy nie powinien wypływać plastik. W rzeczywistości topiący się plastik często dostaje się na części, gdzie nie powinien być. To powoduje niechciane odbitki.
Istnieje kilka powodów, dla których ekstruzja nici występuje w drukarkach FDM. Najczęściej jest to związane z ustawieniem zbyt wysokiej temperatury dyszy lub niewłaściwymi ustawieniami wycofywania materiału. Na przykład materiał PETG ma wyższą temperaturę topnienia, co często prowadzi do ekstruzji podczas drukowania. Podobne sytuacje mogą występować podczas pracy z ABS i PLA. Poniżej omówimy sposoby zapobiegania ekstruzji.
Włącz retrakcje
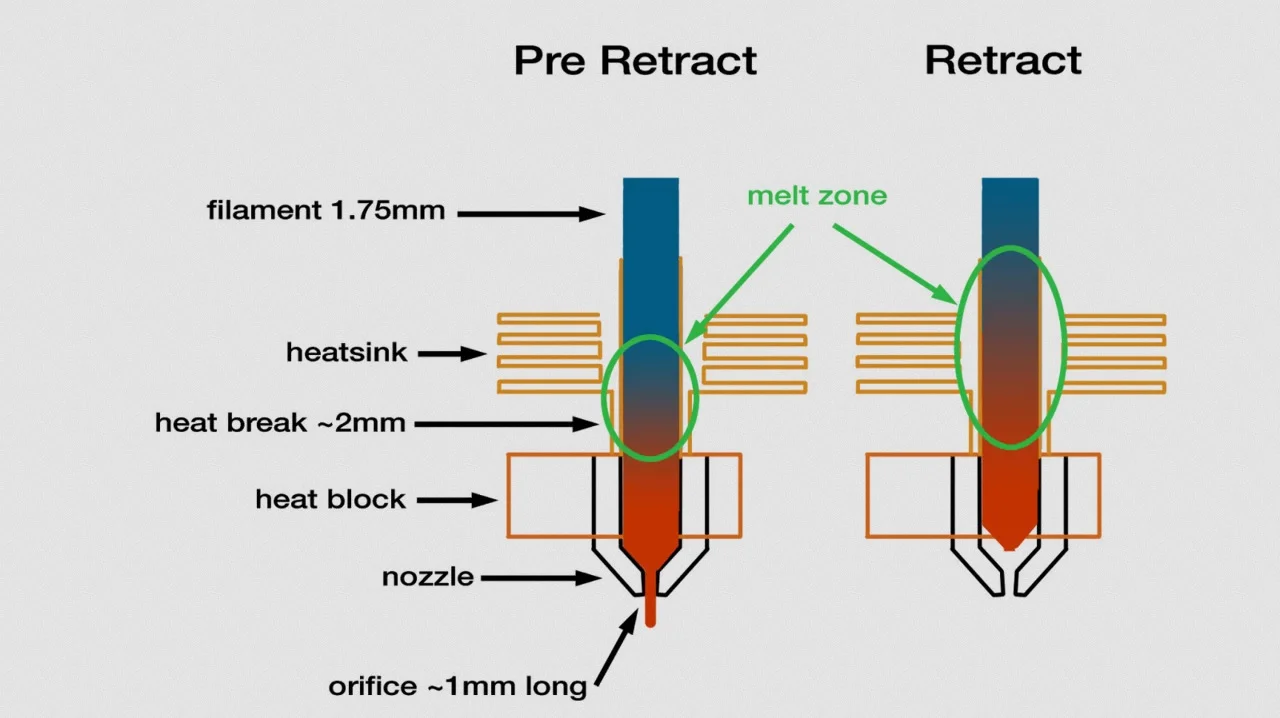
Najprostszym sposobem rozwiązania problemów z ekstruzją drukarki 3D jest włączenie retrakcji. Ta opcja oznacza, że w miejscach, gdzie ekstruder powinien przemieszczać się w powietrzu, filament jest cofany. Ten proces jest wykonywany przez mechanizm podawania materiału. Ta funkcja pozwala uniknąć wycieku topiącego się plastiku w momencie, gdy głowica drukarki jest w ruchu. "Cofanie" jest przeciwwagą dla podobnego wyciskania. Gdy ekstruder osiąga właściwe położenie, następuje odwrotne wypychanie nici, a następnie drukowanie jest kontynuowane z dyszy.
Jeśli spojrzysz na domyślne ustawienia w różnych programach, takich jak Cura, zobaczysz, że taka opcja jest włączona. Czasami musisz sprawdzić aktywację tej opcji podczas testowania retrakcji. Jeśli opcja wycofywania jest włączona, ale nadal masz problemy, będziesz musiał dostosować bardziej zaawansowane ustawienia wycofywania.
Odległość wycofywania
To najważniejsze ustawienie retrakcji. Określa, jak daleko zostanie cofnięty materiał. Najczęściej, jeśli dysza jest w stanie cofać się dalej, szanse na utknięcie nici w głowicy drukującej są mniejsze. Jeśli retrakt jest ustawiony zbyt daleko, materiał może utknąć w gorącej głowicy podczas ponownego drukowania.
Parametry odległości wycofywania mogą się różnić w zależności od rodzaju używanej dyszy. Warto pamiętać, że dla drukarek z mechanizmem Bowden potrzebna jest większa odległość wycofywania. Wynika to z większej odległości w konstrukcji między przekładnią i dyszą.
Aby dokładnie obliczyć odległość wycofywania, czasami wystarczy przeprowadzić testy. Specjalny test retrakcji pozwala szybko przetestować drukowanie, nie zużywając dużej ilości materiału.
Prędkość wycofywania
To kolejny istotny parametr, który wpływa na prędkość wycofywania materiału. Jeśli drukarka ma wyższe ustawienia prędkości, szanse na stwardnienie nici w maszynie są mniejsze. Wynika to z faktu, że następuje szybkie cofanie nici, co pozwala jej nie zdążyć się zetknąć z inną częścią.
Prędkość wycofywania ma swoje cechy. Taka sytuacja może spowodować, że wewnątrz dyszy nić oderwie się od innej części. Ponadto zbyt duża prędkość przekładni może spowodować rozcięcie topiącego się plastiku, a dysza zaczyna się zatykać.
Zadaniem użytkownika jest wybór optymalnej prędkości wycofywania. Złoty środek dla różnych materiałów drukowanych może być różny. Konieczne jest przeprowadzenie prób, aby praktycznie obliczyć optymalną prędkość wycofywania.
Aby określić odpowiednią prędkość wycofywania, użytkownicy mogą użyć programu Simplify3D. Program ten oferuje dostosowane profile, które mogą być świetnym wyborem przy wyborze odpowiedniej prędkości.
Jakie ustawienia należy używać

Użytkownicy muszą wiedzieć, z jaką dokładnie dyszą i materiałem pracują. To pozwoli określić odpowiednie parametry retrakcji.
Jeśli planujesz pracować z PLA i ABS, najlepsza odległość wycofywania dla dysz bezpośrednich wynosi od 0,5 do 1,0 mm, a prędkość wynosi 40-60 mm/s. Jeśli pracujesz z dyszą typu Bowden, odległość wycofywania powinna wynosić około 2,0 mm, a prędkość 30-40 mm/s. Te wartości nie są stałe i mogą znacznie się różnić w zależności od różnych czynników.
W różnym oprogramowaniu, takim jak Simplify3D, dostępne są odpowiednie parametry. Są to dość zaawansowane narzędzia, które pozwalają dostosować parametry retrakcji. Dysza porusza się na zewnątrz ścianki z druku. Tam zostaną usunięte resztki plastiku. Podczas wyjścia ekstruder zostanie dezaktywowany. Pozwala to zmniejszyć ciśnienie i uniknąć pojawienia się plam.
W programie Cura można użyć opcji "Minimalny dystans wycofywania". Dzięki temu można zapobiec wycofywaniu w sytuacjach, gdy głowica drukująca nie przechodzi pewnej odległości. Ma to na celu aktywację ochrony przed wyciekiem nici. Możesz również zwrócić uwagę na funkcję "Tryb czesania", która pozwala kontrolować ruchy drukarki. To również może rozwiązać problem niepotrzebnego wycofywania. W Cura wszystkie te opcje można znaleźć w zakładce "Podróże".
Prawidłowe wycofywanie pozwoli rozwiązać wszystkie problemy z naciąganiem nici. Użytkownicy będą mogli lepiej kontrolować swoje wydruki.
Ustawić odpowiednią temperaturę
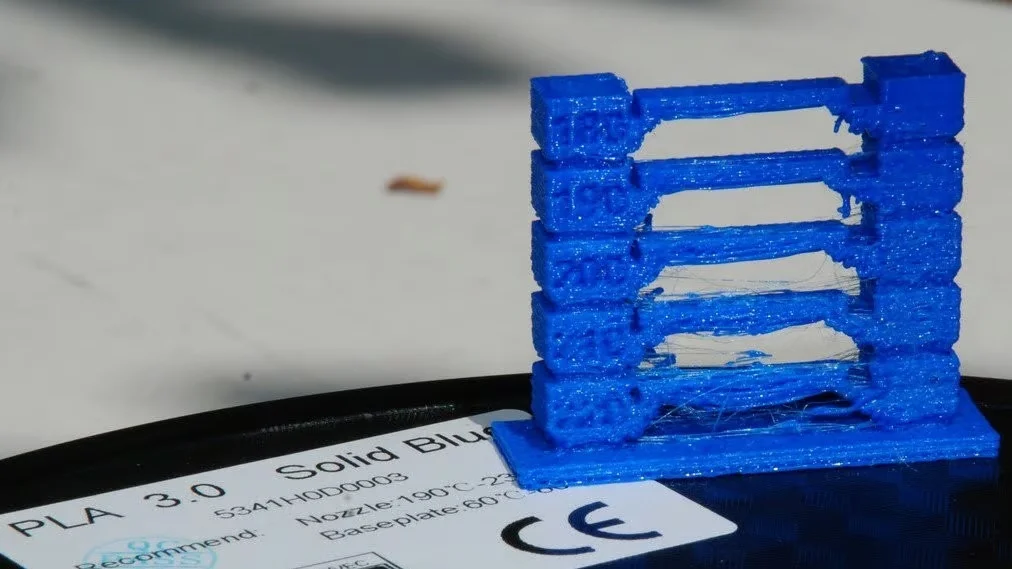
При zwiększaniu temperatury materiał drukowany zaczyna się topić. To może prowadzić do tego, że nawet przy dostosowanym podawaniu materiału, będzie on kapał z dyszy. Aby rozwiązać ten problem, warto zmniejszyć temperaturę dyszy. Należy jednak ostrożnie dostosowywać te parametry, ponieważ przy zbyt niskiej temperaturze mogą pojawić się problemy z ekstruzją, a nić nie będzie się topiła.
Odpowiedni zakres temperatury bezpośrednio zależy od wybranego materiału do druku oraz ustawień. Jeśli zauważysz pojawienie się nićki, warto obniżyć temperaturę. Zaleca się obniżenie temperatury dyszy o 5-10 °C. Podczas dokonywania takich ustawień, nie należy obniżać temperatury poniżej minimalnej wartości podanej w specyfikacji producenta. Poniżej przedstawiamy zalecane temperatury dla różnych rodzajów materiałów:
- TPU: 210-230°C (platforma druku 30-60°C)
- PVA: 160-215°C (platforma druku 60°C)
- TPE: 210-260°C (platforma druku 20-110°C)
- PETG: 220-250°C
- ABS: 210-250°C (platforma druku 90-110°C)
- PLA: 180-220°C
Najlepszym sposobem na znalezienie optymalnych temperatur dla każdego materiału jest przeprowadzenie testowego druku.
Dostosuj prędkość druku
Napięcie w drukarce 3D może być wpływane przez prędkość druku. Na przykład, jeśli przesunięcie dyszy między punktami zajmuje zbyt dużo czasu, istnieje większe ryzyko wystąpienia problemów z napięciem. Roztopiony plastik nie będzie miał wystarczająco czasu na wypływ z dyszy. Przy zbyt dużej prędkości przesuwu ekstrudera pojawiają się krótkie ruchy, co oznacza, że nić nie będzie miała wystarczająco czasu na przemieszczenie się przez dyszę.
Można zmniejszyć napięcie w drukarce 3D, zwiększając prędkość ruchu dyszy w momencie, gdy nie jest ona w trakcie drukowania. Jeśli prędkość druku jest wysoka, a temperatura jest niska, ekstruzja może być niewystarczająca. Plastik nie będzie kapać, ponieważ nie będzie miał wystarczająco czasu na to.
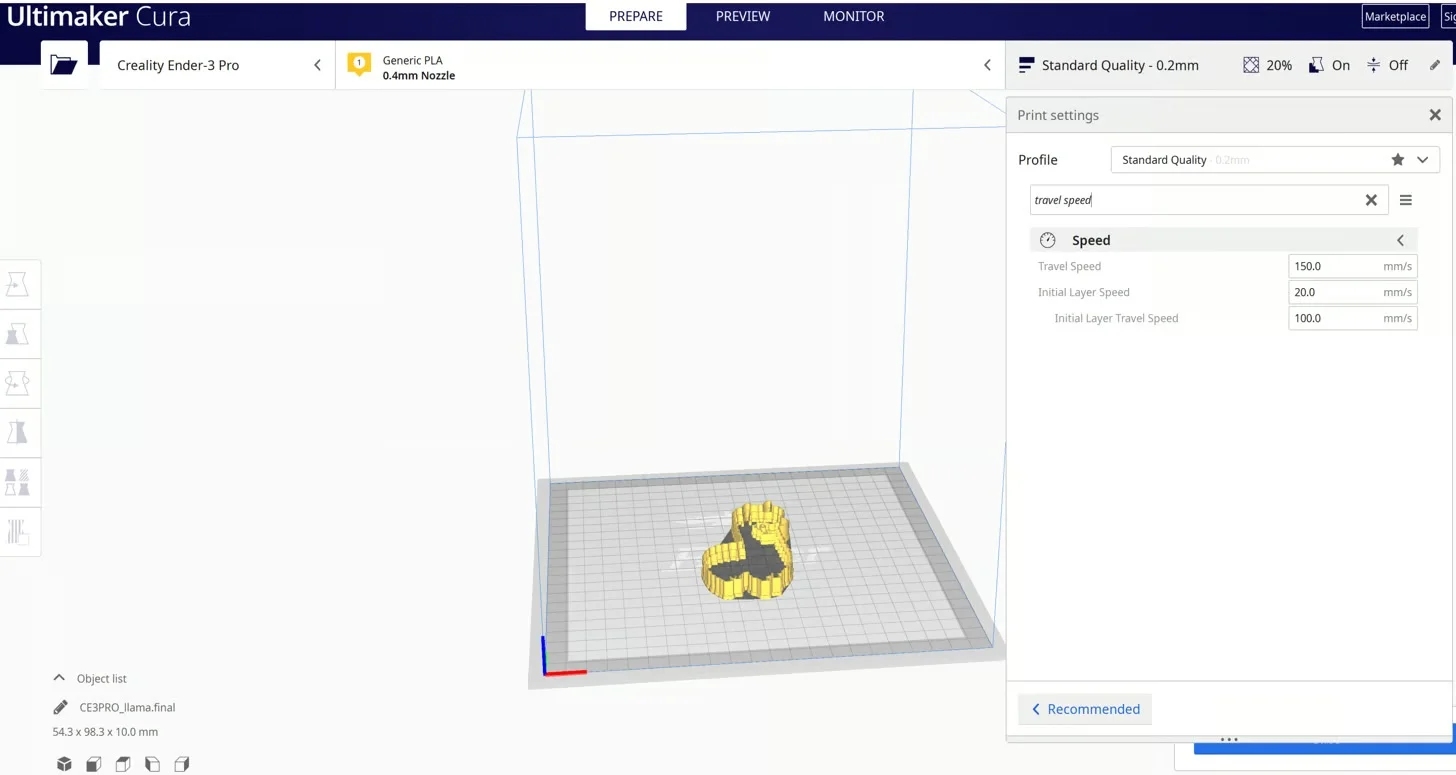
Dla wielu materiałów optymalna prędkość ruchu wynosi 190-200 mm/s. Dla większości drukarek najlepsza prędkość przemieszczenia wynosi 150 mm/s.
Przed rozpoczęciem druku użytkownik powinien sprawdzić, jaka jest optymalna prędkość dla jego drukarki. Na przykład ruch wzdłuż osi X/Y zależy od prędkości przemieszczenia z jednego punktu na drugi. Ten parametr jest bezpośrednio związany z czasem, który jest potrzebny, aby dysza pokonała wolną przestrzeń.
Program Simplify3D posiada opcję, która skraca ten dystans do minimum, co jest dodatkową ochroną przed przeciekaniem. Wiele slicerów podczas ruchu bez drukowania wykorzystuje podobną funkcję przyspieszania ruchu dyszy.
Starannie oczyść dyszę przed drukiem

Niektóre drukarki 3D pracują przez długi czas z jednym materiałem. Na przykład, jeśli jest to PETG, na zewnątrz i wewnątrz dyszy może tworzyć się cienka warstwa pozostałości. To może powodować napięcie nićki, ponieważ nićki przyklejają się do powierzchni wydrukowanego przedmiotu.
Aby rozwiązać ten problem, należy oczyścić dyszę przed rozpoczęciem druku. Ten proces rozpoczyna się od czyszczenia zewnętrznej powierzchni dyszy, gdy jest gorąca, za pomocą wilgotnej tkaniny. Czasami może być konieczne użycie noża lub drucianej szczotki do usunięcia pozostałości materiału drukowanego.
Następnie trzeba oczyścić wewnętrzną część dyszy. Tam gromadzą się zanieczyszczenia, które mogą zablokować wylotowy otwór. Najprostszym sposobem na to jest użycie wiertła lub małej igły do usunięcia zanieczyszczeń. Jeśli ten sposób nie pomaga, można spróbować oczyścić dyszę nylonowym drutem, który jest doskonały do usuwania pozostałości z nićki.
Jeśli po wykonaniu tych czynności problem nie zostanie rozwiązany, konieczna może być wymiana dyszy. Aby to zrobić, należy podgrzać hotend, co pomoże rozluźnić zablokowany materiał i usunąć nićkę prowadzącą do ekstrudera. Po usunięciu nadmiernego materiału można zdjąć dyszę. Następnie oczyść hotend za pomocą metalowej sondy i zamontuj nową dyszę.
Przechowuj filamenty bez wilgoci

Jeśli w powietrzu jest duża wilgotność, nićki mogą ulec uszkodzeniu, co może prowadzić do ich skręcania się. Przy obecności wilgoci podczas podgrzewania plastik będzie parować, co zwiększy ryzyko przeciekania. Największym problemem jest PLA, który może wchłaniać więcej wilgoci niż ABS i inne materiały. Należy pamiętać, że wszystkie nićki do drukowania 3D są higroskopijne.
Głównym objawem nadmiernego napięcia jest wilgotna nićka. Jeśli użytkownik tego zauważy, może ją bezpiecznie wysuszyć i przystąpić do drukowania. Poniżej przedstawiamy sposoby przygotowania nićki do druku:
- Użytkownik może zakupić suszarkę do nici. To specjalne urządzenia, które podgrzewają materiał i wyparowują wilgoć. Dobrymi opcjami są suszarki takie jak Sunlu FilaDryer S2 lub Sovol SH01.
- Suszenie nićki w piekarniku. Warto ustalić, jaka jest temperatura topnienia nićki. Następnie, kiedy piekarnik jest gotowy, włożyć do niego szpulę. Zaleca się suszenie przez 4-6 godzin. Alternatywnie można użyć dehydratora spożywczego.
- Po prawidłowym wysuszeniu nićki powinno się ją przechowywać w miejscu o normalnej wilgotności powietrza. Do tego celu można użyć worków próżniowych, worków z pochłaniaczami wilgoci, szczelnych pojemników. Można także wybrać specjalną suszarkę, na przykład Polymaker PolyBox, lub stworzyć własną.
Gdzie można kupić najlepszą drukarkę 3D
Takie urządzenie warto kupować tylko u zaufanego sprzedawcy. Obecnie wszyscy klienci mogą zamawiać drukarki 3D w sklepie internetowym Artline. Oferuje on szeroki wybór produktów różnych producentów. W sklepie internetowym można znaleźć również akcesoria i dodatkowe wyposażenie do druku 3D.