
Kiedy wykonuje się druk 3D FDM, dysza i ekstruder wykonują warstwową ekstruzję materiału, aby osiągnąć zaplanowany wynik. Ponieważ istnieje delikatne połączenie między dyszą a ekstruderem, nawet niewielki błąd może znacząco wpłynąć na jakość druku. Obie te elementy muszą działać idealnie.

Kiedy ekstruder przestaje wypychać filament, dochodzi do wycieku nadmiaru materiału z dyszy. Ten proces trwa, aż pojawi się luka między hotendem a dyszą. Po włączeniu ekstruzji po każdej przerwie ten rozłam zaczyna się powtarzać. W rezultacie taka nierównomierna ekstruzja powoduje, że w tworzonych częściach powstają nierówne ściany lub miękkie węzły. Rozwiązaniem tego problemu może być konieczność zmniejszenia prędkości druku.
Takie wady stały się normalne ze względu na subtelności druku 3D FDM. Nawet jeśli urządzenie działa idealnie, takie problemy nadal mogą występować. W ostatnich latach wprowadzono technologię Linear Advance. Pozwala ona na usunięcie lub zminimalizowanie tych błędów.
Prognozowanie druku 3D
Linear Advance to specjalna funkcja oprogramowania układowego. Za jego pomocą przewiduje się i kompensuje wzrost ciśnienia w dyszy. Jest to bezpośrednio związane z przełączaniem między retrakcją a ekstruzją. Taka kompensacja pozwala uzyskać produkt z bardziej jednolitym wypełnieniem, płaskimi ścianami i ostrymi kątami podczas zwiększonej prędkości druku. Przy tym inne ograniczenia powinny być minimalne. Te właściwości są praktycznie niemożliwe do uzyskania za pomocą innych poprawek, takich jak regulacja stołu, dostosowanie parametrów slicera lub inne modyfikacje. Wszystko to ma ogromne znaczenie dla udanego druku.
W niektórych sytuacjach liniowa ekstruzja może być trudna. Poniżej omówimy szczegóły tego procesu. Przedstawimy także ustawienia dla różnych wersji oprogramowania układowego.
Co to rozwiązuje

Zanim użytkownicy zagłębią się w Linear Advance, muszą zrozumieć, jaki problem ta funkcja ma rozwiązać. Problem polega na niestabilnym przepływie materiału spowodowanym zmianą ciśnienia w dyszy. Podczas retrakcji i ekstruzji ciśnienie wzrasta i spada, co prowadzi do nierównowagi i zakłóceń w ekstruzji.
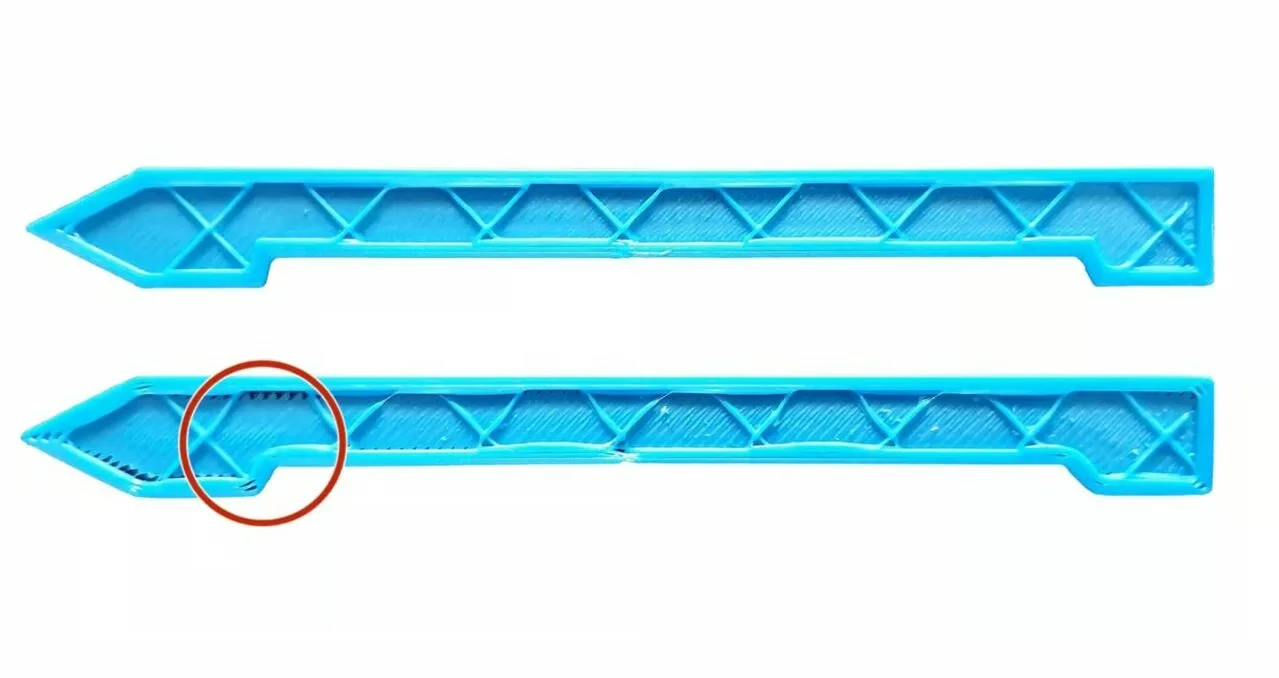
Taki problem powoduje wyciek filamentu z dyszy po zakończeniu ekstruzji. Dodatkowo materiał wychodzi zbyt późno z powodu spadku ciśnienia po retrakcji. W efekcie dochodzi do przerw w przepływie filamentu w dyszy. Na przykład, jeśli wydasz polecenie druku pojedynczej prostej linii, jak pokazano na powyższym obrazku, początkowo będzie ona niedoekstrudowana, a na końcu przeeekstrudowana.
Ten problem staje się jeszcze poważniejszy przy wyższych prędkościach druku. Wynika to z niestabilnego ciśnienia w dyszy i szybkiego przebiegu filamentu. Ekstruzja staje się mniej stabilna lub jednolita w miarę zwiększania prędkości druku. Dlatego w przypadku podwyższonej prędkości druku liniowa ekstruzja ma zastosowanie.
Jak to działa
Linear Advance to oprogramowanie układowe drukarki 3D. Za jego pomocą można skompensować niestabilną ekstruzję i ciśnienie w dyszy. Poniżej przedstawimy, jak to działa.
Wartość K
Na każde 1 mm/s prędkości druku Linear Advance wypycha dodatkową długość materiału. Ta "długość skurczenia" jest oznaczana jako wartość K. Jest ona bezpośrednio związana z prędkością druku. Wartość K może być stosowana przy niskiej, normalnej i wysokiej prędkości druku. Im wyższa jest ta wartość, tym więcej filamentu zostanie stłoczonego w hotendzie. Działa to w celu zsynchronizowania ruchu osi X i Y z ekstruzją.
Jeśli używasz urządzenia z przekładnią Bowden, ta wartość będzie wyższa. Może się także różnić w zależności od typu hotendu. Jeśli chcesz uwzględnić tę cechę, możesz dostosować wartość K. Proces ten polega na edycji i ponownym wgrywaniu oprogramowania układowego. Można także zastosować komendę G-kodu, o której opowiemy później.
Efekty
W rzeczywistości Linear Advance nie zwiększa ciśnienia w dyszy. Zamiast tego stara się utrzymać stabilne ciśnienie. Bierze pod uwagę zwiększoną ekstruzję przy zwiększeniu prędkości druku. Dzięki temu liniowy postęp gwarantuje, że stosunek prędkości druku do ekstruzji pozostaje stały przez cały proces pracy.
Jeśli użytkownik chce zrozumieć różnicę między wartością K a krokami E, wartość K jest bezpośrednio zależna od prędkości druku. Kroki E są używane do każdego ruchu ekstrudera, niezależnie od prędkości. Obie te zmienne wpływają na przepływ materiału, ale kroki E oznaczają ogólną ilość materiału do wypchnięcia. Wartość K dodaje lub odejmuje tę ilość w zależności od prędkości.
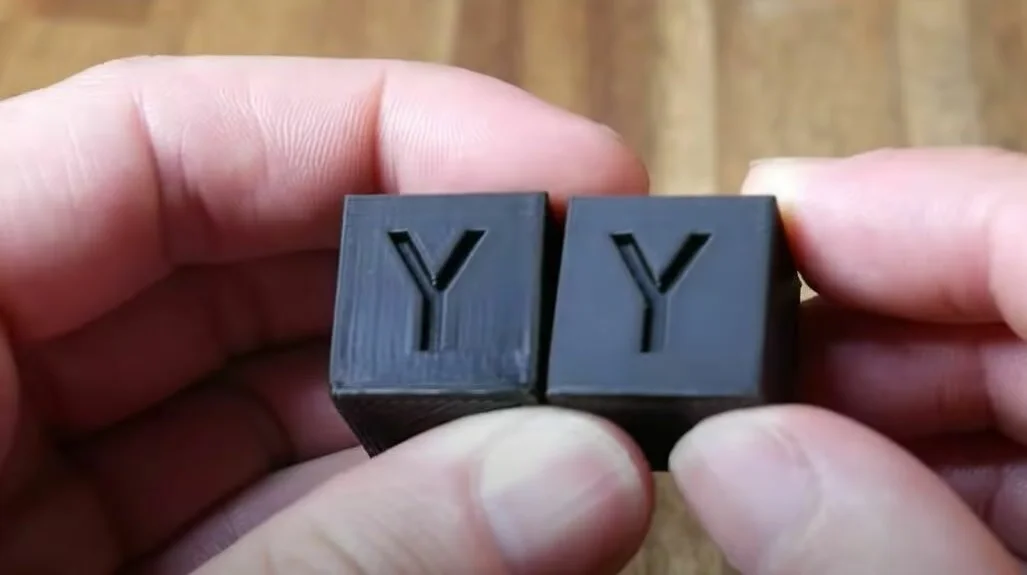
Oprócz nakładania kolejnych linii, liniowy postęp doskonale nadaje się do drukowania ostrych kątów. Sytuacja ta wynika z nadmiernego wypychania materiału podczas normalnej ekstruzji na rogu. To wszystko powoduje, że kąt będzie bardziej zaokrąglony. Poprzez zsynchronizowanie ruchu osi X i Y z przepływem z dyszy można zmniejszyć nadmierną ekstruzję. Taki podejście pozwala uzyskać bardziej ostre kąty.
Rozważmy kolejny przykład, gdy ściany nie są płaskie lub nierówne. Taki problem często wynika z nierównomiernej ekstruzji spowodowanej ciśnieniem w dyszy. Jeśli chcesz uczynić ściany części bardziej płaskimi, warto skorzystać z liniowego postępu. Taka opcja ma istotny wpływ na jakość druku.
Wsparcie i kompatybilność

Mimo wszystkich zalet Linear Advance, ta funkcja nie jest dostępna we wszystkich firmware i urządzeniach. Poniżej omówimy kwestię jej kompatybilności z firmware i płytami głównymi.
Płyty główne
Linear Advance nie jest obsługiwane przez wszystkie płyty główne w drukarkach 3D. Jeśli spojrzymy na informacje na YouTube i TeachingTech, w pewnych konfiguracjach sterowników silników krokowych pojawiają się problemy z liniowym postępem. Na przykład, w trybie autonomicznym, przestarzałym lub ukrytym, sterowniki TMC2208 nie będą działać na płytach głównych Creality, co oznacza, że drukarki 3D Ender 3 i V2 nie będą obsługiwać Linear Advance.
Jeśli szukasz urządzenia lub płyty głównej obsługującej Linear Advance, warto zwrócić uwagę na SKR Mini E3 lub Einsy Rambo dla Prusa i3 MK3S+. Jeśli pracujesz na drukarce 3D z niestandardowymi parametrami, można użyć sterowników TMC2209 na płycie głównej Makerbase Robin E3D lub dowolnej innej płycie obsługującej konfigurowalne sterowniki.
Firmware
Jak wcześniej wspomniano, kontrola nad Linear Advance głównie zależy od firmware drukarki 3D. Tę opcję można wdrożyć w różnych rodzajach firmware, takich jak Smoothieware. Obecnie najbardziej rozpowszechnionym firmware jest Marlin, które jest rozwijane przez społeczność i ma otwarty kod źródłowy. Wbudowane programy interpretują G-kody, co pozwala drukarce 3D kontrolować urządzenia zgodnie z instrukcjami.
Niektore firmware oparte na Marlin zawierają opcje konfiguracji Linear Advance. Przykładem może być firmware Prusa Marlin dla Prusa i3 MK3S. Jeśli chcesz sprawdzić dostępność tej opcji, możesz znaleźć ją w pliku firmware "Configuration_adv.h".
Konfiguracja Linear Advance
Przed rozpoczęciem konfiguracji Linear Advance użytkownik powinien upewnić się, że drukarka 3D jest w doskonałym stanie. Sprawdź ustawienia slicera, skalibruj ekstruder, a także dobrze skalibruj retrakcję i temperaturę. Konieczne jest również wyważenie stołu. Ogólnie rzecz biorąc, wykonaj te same czynności, co przed standardowym drukiem.
Aby pracować z Linear Advance, trzeba zmienić i dostosować firmware drukarki 3D. Jest to proces dość zaawansowany, zwłaszcza dla użytkowników bez doświadczenia w takich działaniach. Poniżej znajdują się kroki do zainstalowania i dostosowania firmware.
Aby sprawdzić i dostosować wartość K w Linear Advance, wykonaj następujące kroki:
1. Wejdź do edytora firmware.
2. Załaduj istniejące firmware Marlin lub inne, które są na nim oparte.
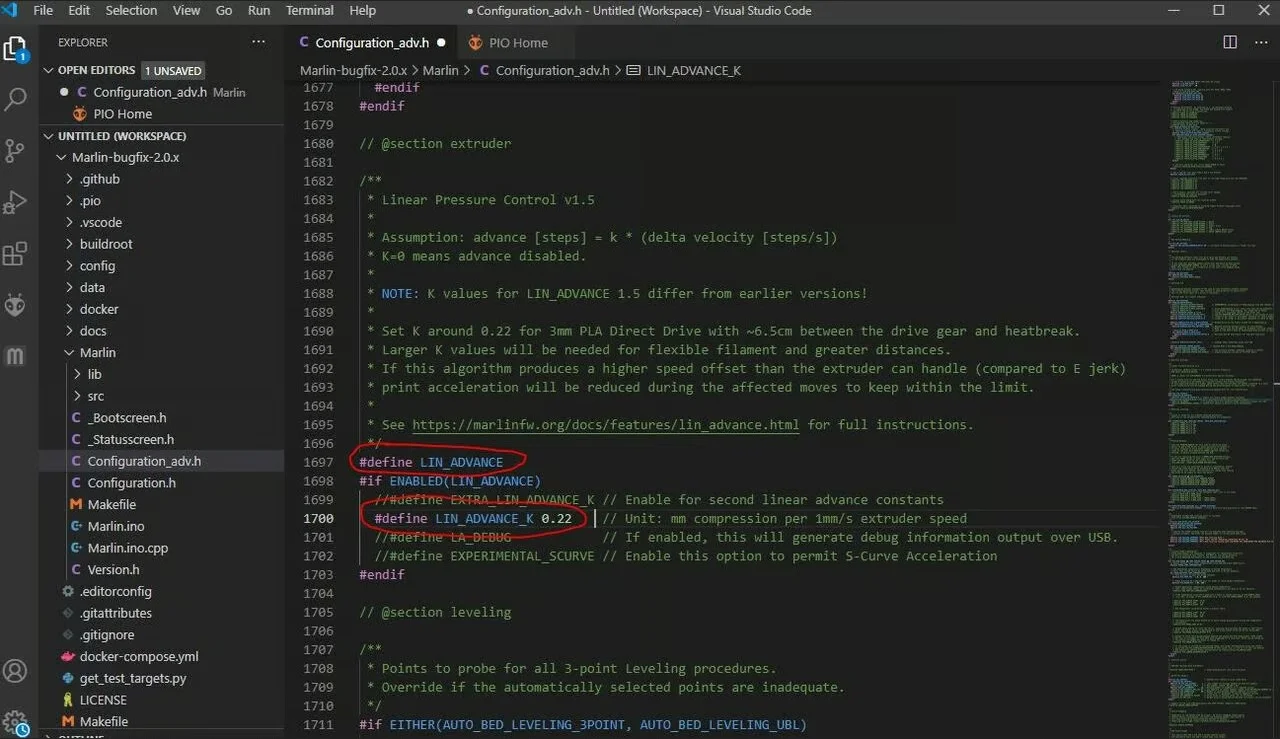
3. Otwórz plik "Configuration_adv.h" i usuń "//" w linii "#define LIN_ADVANCE", aby odkomentować tę opcję.
4. Zapisz wprowadzone zmiany. Skompiluj i wgraj na drukarkę nowe firmware.
5. Przejdź do generatora wartości K w Marlin. W interfejsie dokonaj ustawień slicera, ustawiając wartości, z którymi pracujesz, takie jak prędkość retrakcji, platforma drukowania, średnica dyszy i temperatura.
6. Kliknij "Generuj G-kod".
7. Załaduj wygenerowany skrypt i wgraj go na drukarkę 3D.
8. Rozpocznij proces drukowania i monitoruj drukarkę. Upewnij się, że działa ona prawidłowo. Po zakończonym druku bądź ostrożny, aby nie uszkodzić delikatnych wydrukowanych linii.
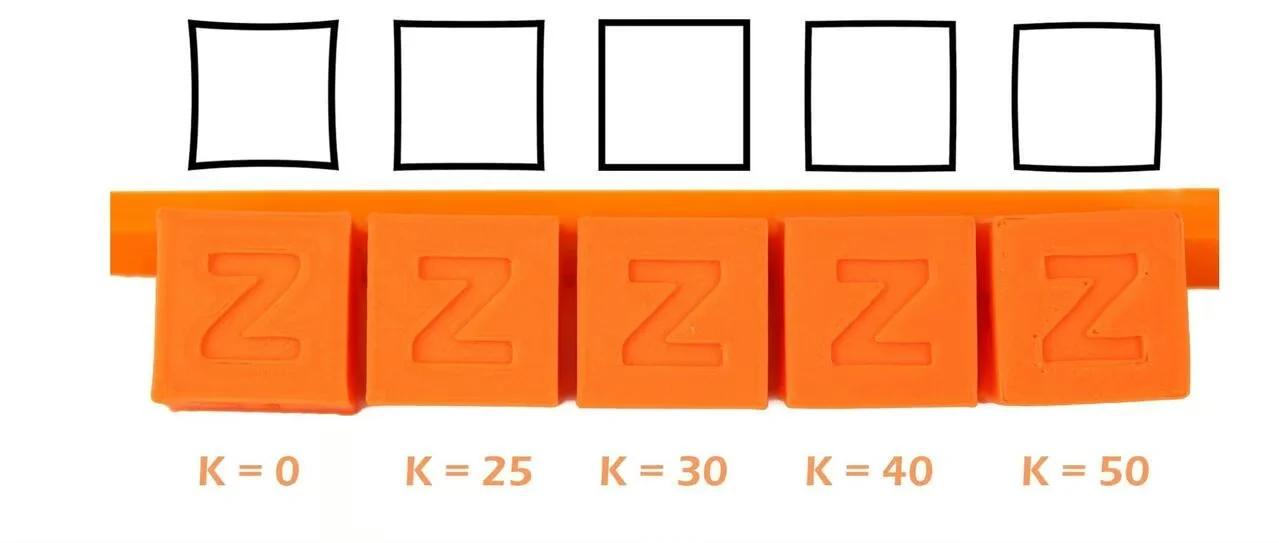
Zwróć uwagę na linie drukowane obok odpowiadających wartości K. Zidentyfikuj, która wartość K wydaje się najlepsza z punktu widzenia ekstruzji.
Jeśli chcesz dostosować wartość K w edytorze lub za pośrednictwem terminala G-kodu, wykonaj następujące kroki:
W edytorze, znajdź komendę "LIN_ADVANCE_K" i sprawdź bieżącą wartość K. W terminalu G-kodu możesz wydać komendę "M900" i sprawdzić aktualną wartość K. Następnie możesz dostosować wartość K w edytorze i wgrać firmware, lub możesz użyć komendy "M900 K" w terminalu G-kodu, a następnie wydać "M500" w celu zapisania ustawień.
Zadanie zostanie wykonane. Po wprowadzeniu zmian drukarka 3D zostanie dostosowana do Linear Advance.
Użytkownik powinien regularnie monitorować wartości K i dostosowywać je, jeśli zaobserwuje znaczące zmiany w retrakcji, prędkości lub temperaturze drukowania. Warto również śledzić te wartości podczas zmiany rodzaju materiału.
Twórca Marlin zaleca również wyłączenie niektórych opcji, takich jak "pressure advance", pewne ustawienia slicera, dodatkowe warunki retrakcji itp. Należy również dostosować odległość retrakcji, która powinna być mniejsza dzięki włączeniu i dostosowaniu Linear Advance.
Gdzie można zakupić drukarkę 3D z obsługą Linear Advance w Marlin
Jeśli chcesz zakupić drukarkę 3D obsługującą Linear Advance w Marlin, możesz odwiedzić sklep internetowy ArtLine. W katalogu tego serwisu klienci mogą znaleźć szeroki wybór urządzeń do wysokiej jakości druku 3D. W ofercie dostępne są również akcesoria i dodatkowe wyposażenie.