
Podczas drukowania w formacie 3D mogą pojawiać się niepożądane defekty w postaci pustych przestrzeni. Ma to negatywny wpływ na wygląd końcowego produktu. W tym artykule omówimy, jak rozwiązać ten problem.
Aby tworzyć wysokiej jakości wyroby na drukarce 3D, konieczne jest włożenie pewnego wysiłku i posiadanie doświadczenia. Najbardziej frustrującym momentem jest pojawianie się ciągłych problemów podczas pracy. Każdy użytkownik pragnie otrzymywać modele o doskonałej jakości, które działają poprawnie i prezentują się estetycznie.
Jeśli podczas drukowania zaczynają się pojawiać problemy, należy je naprawić. Puste przestrzenie mogą pojawiać się z różnych powodów. Poniżej przeanalizujemy przyczyny ich powstawania oraz sposoby ich eliminacji.
Treść:
- Puste przestrzenie pierwszej warstwy
- Luki między warstwami
- Puste przestrzenie górnej warstwy
- Gdzie można kupić filamenty i żywice
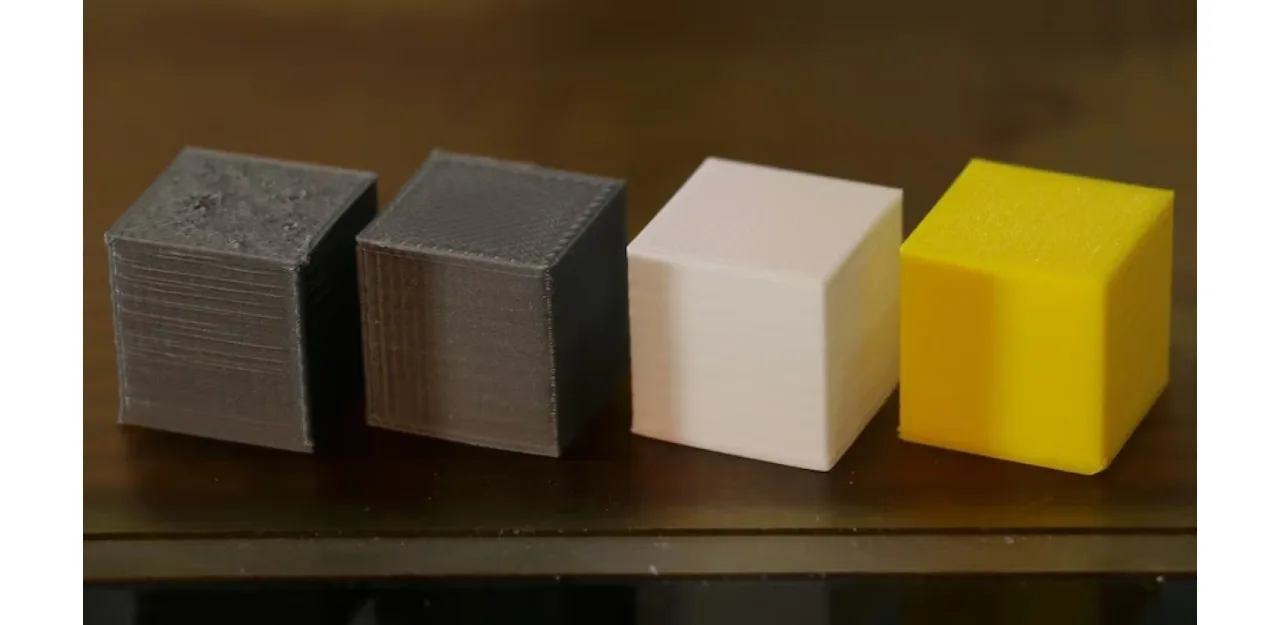
Puste przestrzenie pierwszej warstwy
Jeśli spojrzeć na cały proces drukowania, to właśnie pierwsza warstwa jest najważniejsza. To ona tworzy podstawę dla całego wydruku. Drukowanie pierwszej warstwy jest kluczowym czynnikiem decydującym o powodzeniu całego procesu. Istnieje wiele czynników, które mogą powodować powstawanie przerw w tej warstwie. Powodują one nie tylko defekty estetyczne, ale również poważniejsze problemy.
Najpierw omówimy, jak pojawiają się puste przestrzenie i z jakich powodów. Następnie przejdziemy do metod rozwiązania problemu.
Puste przestrzenie między liniami
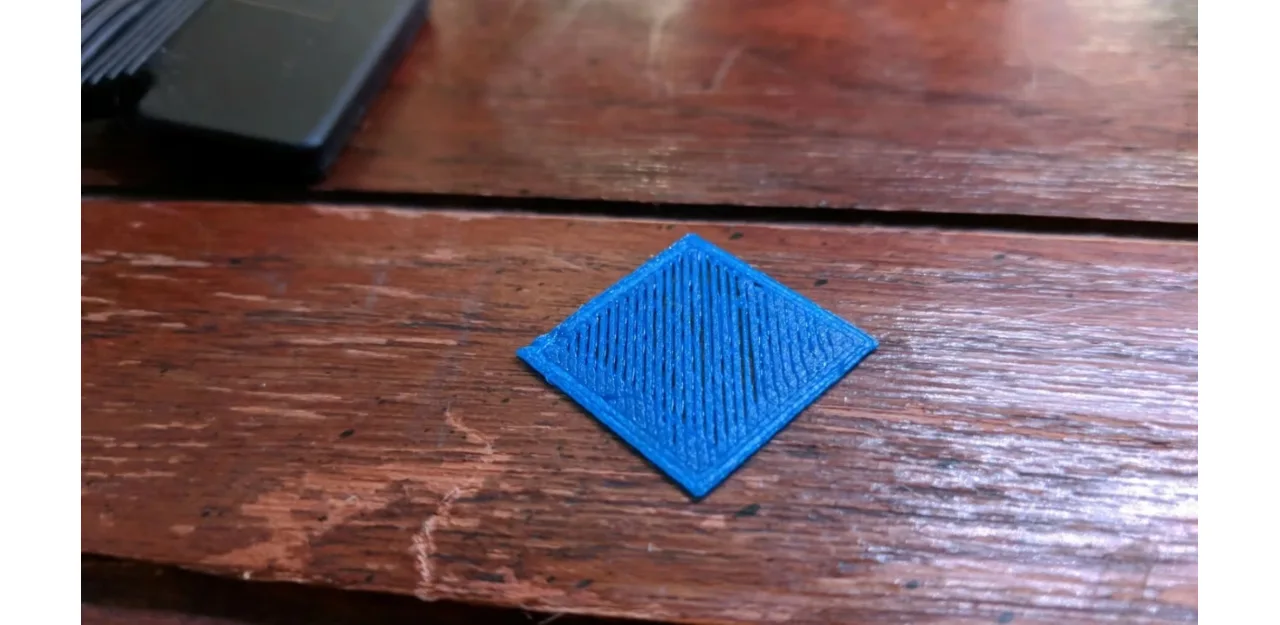
Istota problemu polega na tym, że na wyrobie występują powtarzające się przerwy. Znajdują się one między pierwszą warstwą a liniami ekstruzji. W wyniku tych równomiernych linii powstaje kratkowany wzór, zamiast płaskiej, jednolitej powierzchni.
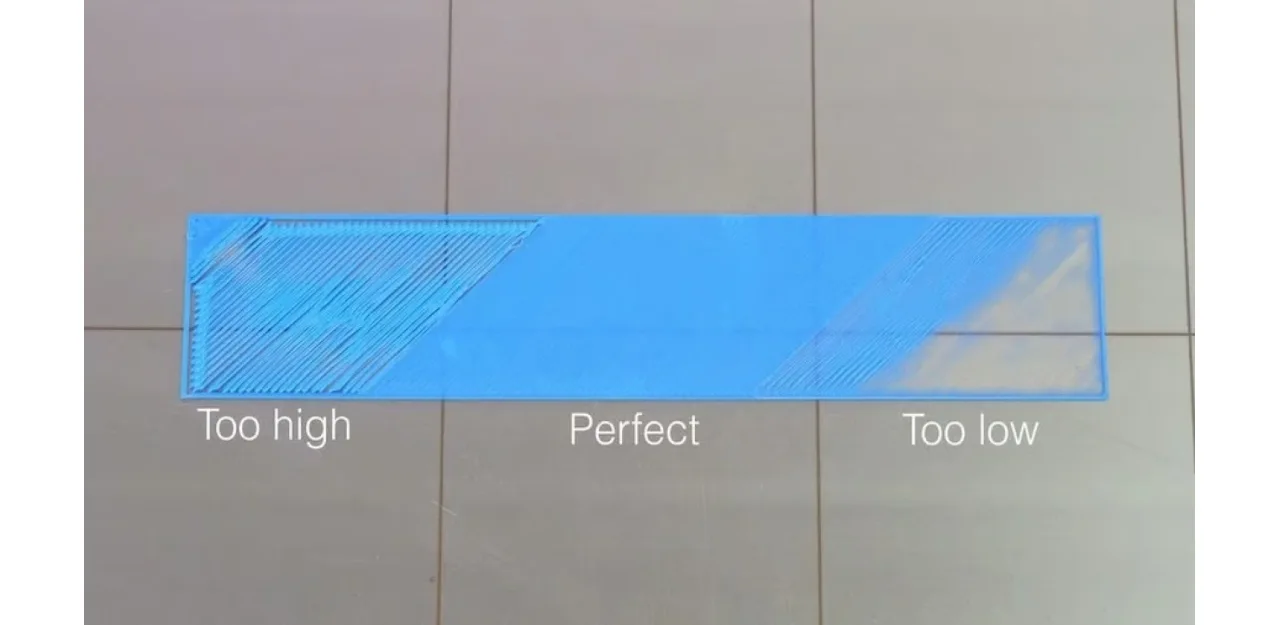
Możliwą przyczyną problemu jest duże przesunięcie w osi Z. To przesunięcie odpowiada za odległość między płytą roboczą a dyszą. Jeśli dysza znajduje się zbyt daleko od warstwy, to podczas ekstruzji nie następuje lekkie dociskanie linii warstwy. Jeśli przesunięcie jest odpowiednie, powierzchnia zostaje wypełniona. Inną przyczyną może być niewystarczająca ekstruzja. Niepożądane przerwy powstają, ponieważ linie tworzone podczas ekstruzji nie są tak grube, jak oczekiwano.
Obszary z brakującym materiałem
Można zauważyć, że w pierwszej warstwie wydruku brakuje materiału. Taka sytuacja występuje nawet wtedy, gdy ta część była rysowana przez dyszę. Jest to wyraźnie widoczne podczas tworzenia pierwszej warstwy. Jeśli problem jest poważny, całe urządzenie może zostać uszkodzone z powodu złej przyczepności.
Do takiej sytuacji może prowadzić zbyt wąska szczelina między platformą a dyszą. To utrudnia wyciskanie materiału. Czasami dysza zaczyna nawet rysować powierzchnię, co może powodować uszkodzenia lub zatykanie się sprzętu.
Główną przyczyną tego jest nieprawidłowa kalibracja osi Z lub złe wyrównanie podstawy. Do drobnych przerw w pierwszej warstwie mogą również prowadzić zanieczyszczenia, deformacja platformy, drobne nierówności.
Anomalie przypominające dziury
Na pierwszej warstwie wydruku mogą pojawić się małe plamy. Mają one postać krótkich odcinków linii lub otworów. Mogą być one widoczne na pojedynczych fragmentach lub na całych powierzchniach. Takie defekty łatwo zauważyć, ponieważ psują one wygląd modelu.
Te anomalia pojawiają się z powodu słabej przyczepności. Zdarza się to na początku lub końcu procesu wyciskania segmentu. Nadmierna lub niewystarczająca ekstruzja także może być przyczyną tych defektów na pierwszej warstwie.
Rozwiązanie: puste przestrzenie pierwszej warstwy

Aby rozwiązać praktycznie wszystkie omówione wcześniej problemy, należy wykonać kalibrację drukarki 3D. Jeśli między obszarem roboczym a warstwą brakuje materiału, konieczne będzie dostosowanie przesunięcia osi Z. Zapewni to integralność pierwszej warstwy i stworzy wysoką przyczepność. Znikną również anomalia w postaci otworów. Po dokładnej kalibracji ekstruzji będziesz mieć pewność, że na powierzchnię roboczą nanoszone jest odpowiednia ilość materiału, co pozwala na utworzenie wysokiej jakości pierwszej warstwy.
Użytkownik powinien monitorować, aby platforma robocza była równa i czysta. Aby tego dokonać, należy zastosować odpowiednie metody przyklejania podstawy dla materiałów, które charakteryzują się wysokim współczynnikiem rozszerzalności termicznej, takich jak nylon, ABS.
Luki między warstwami
Współczesna drukarka 3D działa w ten sposób, że cienkie warstwy materiału są dodawane jedna na drugą, aż powstanie trójwymiarowy element. Wszystkie warstwy muszą być nanoszone poprawnie, co zapewnia uzyskanie estetycznego wyrobu.
Często przerwy pojawiają się z powodu słabej adhezji lub ekstruzji. Niektóre typy defektów również prowadzą do powstawania pustych przestrzeni, co również przeanalizujemy.
Dziury i kieszenie

Takie defekty najczęściej można zauważyć na bokach tworzonych wyrobów. Dotyczą one nie tylko przerw, ale również plam po nieudanych wydrukach oraz małych dziur. Powodują one obniżenie jakości produktu. Takie problemy mogą występować sporadycznie lub regularnie.
Ich pojawienie się wynika z niedokładnej ekstruzji. Plastik przestaje być równomiernie nanoszony na powierzchnię. Jest to efekt niewłaściwie ustawionego przewodu wyprowadzającego. Po jego przesunięciu przeszkadza on w wydobywaniu nici. Małe kieszenie na wyrobie pojawiają się także w przypadku, gdy w niciach znajduje się wilgoć.
Rozdzielenie warstwy

Tu chodzi o sytuację, kiedy 2 lub więcej warstw są całkowicie lub częściowo oddzielone. Taki proces nazywany jest rassloivaniem i często występuje w różnych metodach druku 3D, poza FDM. Rozdzielanie warstw może być przyczyną awarii drukarki.
Istnieje kilka przyczyn tego problemu: zbyt wysokie warstwy, zwiększona prędkość druku, słaba ekstruzja, obniżona temperatura dyszy. Materiały o większym współczynniku rozszerzalności cieplnej są bardziej podatne na rozdzielanie warstw.
Rozwiązanie: luki między warstwami
Jeśli chcesz rozwiązać większość problemów z dziurami i kieszeniami, konieczne będzie skalibrowanie drukarki 3D i dokładne ustawienie wartości wyciągania. Materiał drukarski należy przechowywać w suchym miejscu, co pozytywnie wpłynie na jakość wyrobów.
Warstwy mogą się rozdzielać z różnych powodów. Użytkownik może rozwiązać problem poprzez regulację parametrów chłodzenia i temperatury dyszy. Należy ustawić optymalne wartości. Po dokładnym dostrojeniu ekstruzji i zmniejszeniu prędkości druku można osiągnąć prawidłowe sklejanie warstw.
Jeśli pracujesz z nylonem lub ABS-em, zaleca się używanie obudowy drukarki 3D. Zapobiegnie to agresywnemu ściskaniu i deformacji
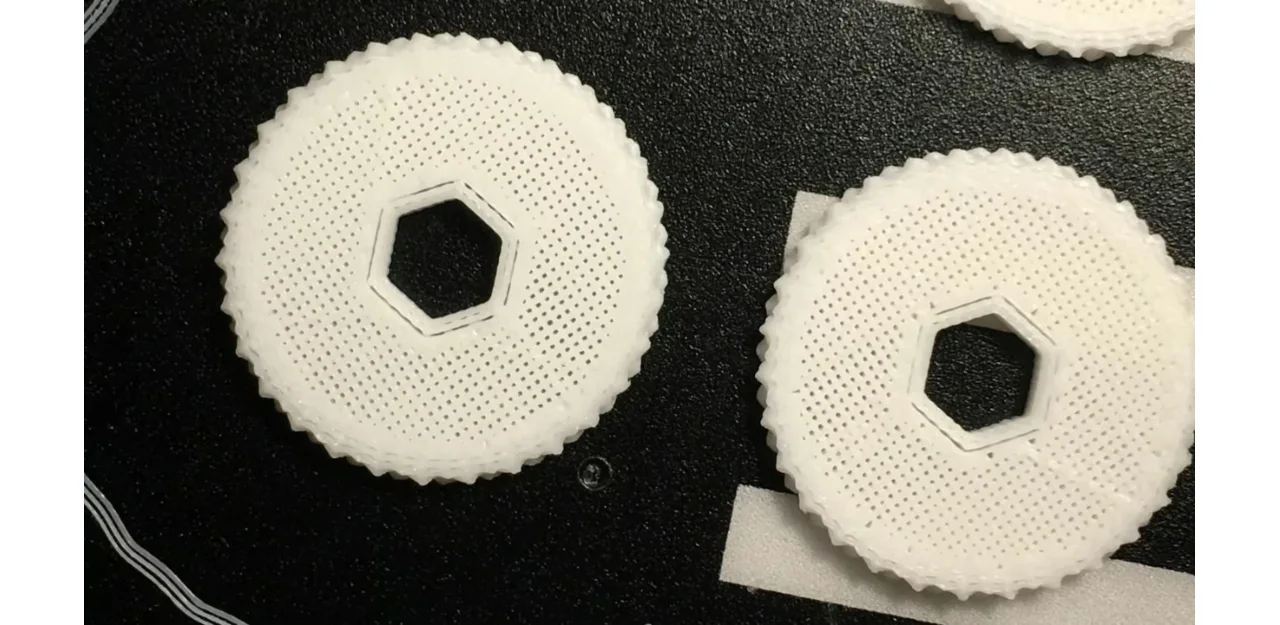
Puste przestrzenie górnej warstwy
Ostatnim etapem w procesie druku 3D jest tworzenie górnych warstw. One zamykają całkowicie wewnętrzną część i cały model. Dlatego są one drukowane jako jednolite. Następnie omówimy, dlaczego w tej warstwie mogą wystąpić przerwy i jak ich uniknąć.
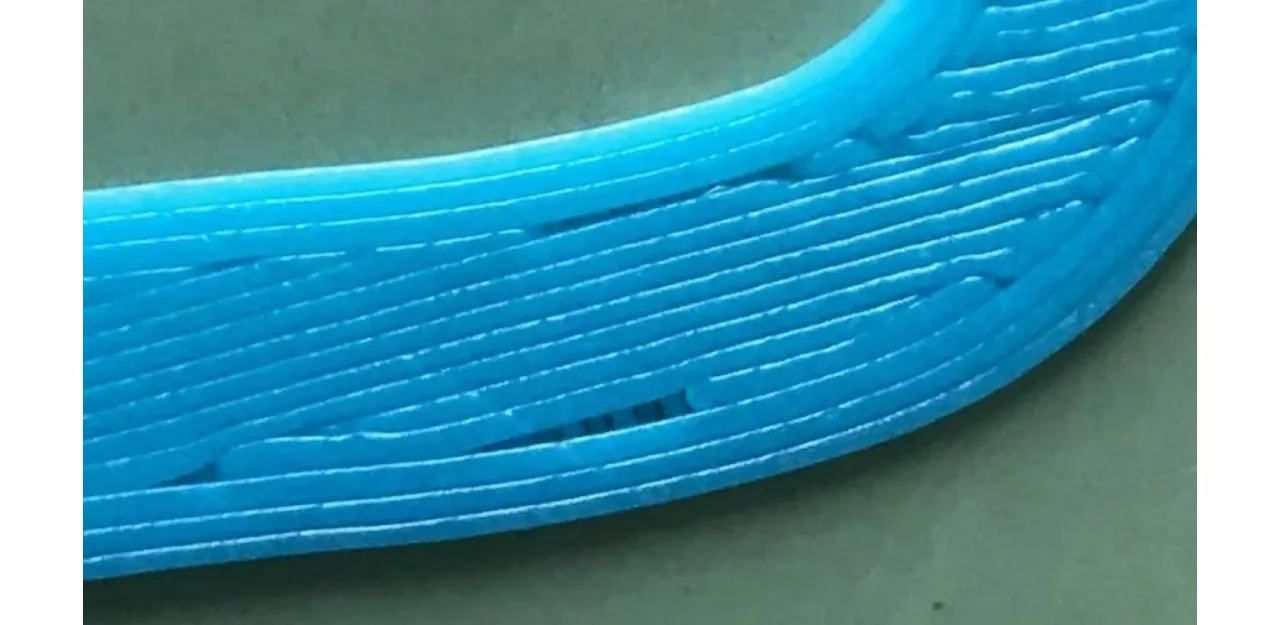
Puste przestrzenie między liniami

Jeśli zauważycie, że między liniami regularnie pojawiają się przerwy, może to prowadzić do powstania kruchego górnego słowa. Problem dotyczy całej warstwy, zwłaszcza obszaru na górze wypełnienia trójwymiarowego przedmiotu.
Przyczyna problemu leży w niewystarczającej ilości materiału. Dodatkowo, podłoże warstwy może być słabe. Czasami oba te czynniki występują jednocześnie. Dlatego powodem przerw między liniami jest słabe wypełnienie, niedostateczna ekstruzja i mała liczba jednolitych górnych warstw.
Luki w odstępach
Miedzy obwodem a górną warstwą wydruku występuje szczelina. Nazywa się to rozszczelnieniem ścianek, ponieważ wypełnienie jest układane poprzez tworzenie prostych linii. Jest to widoczne szczególnie w okrągłych wydrukach, takich jak cylindry czy otwory.
Główną przyczyną powstawania szczelin w przestrzeniach jest drukowanie górnej warstwy z dużą prędkością. Czasami szczeliny powstają również dlatego, że wcześniejsze warstwy były drukowane z obniżonym procentem wypełnienia.
Rozwiązania: puste przestrzenie górnej warstwy
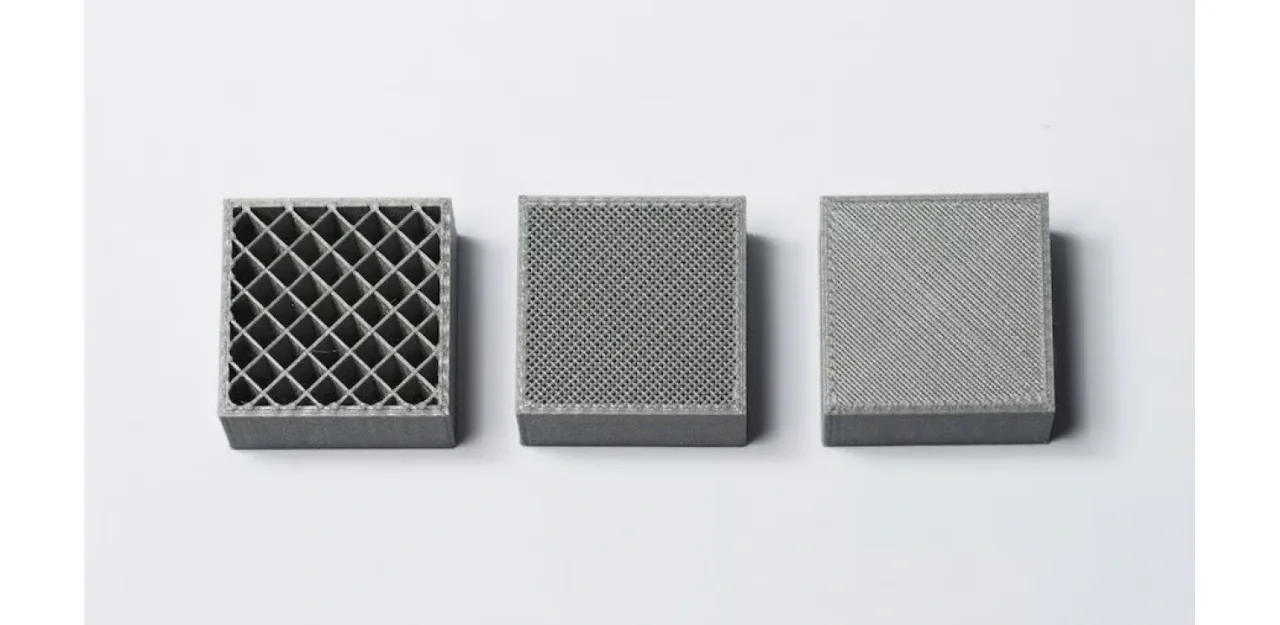
Prawidłowa kalibracja nie jest jedyną metodą rozwiązania tego problemu. Zaleca się użytkownikom również zwiększenie procentu wypełnienia oraz liczbę jednolitych górnych warstw. Aby poprawić podstawę górnych warstw, należy użyć wypełnienia z różnymi wzorami.
W praktyce może być trudno usunąć szczeliny w ścianach. W niektórych oprogramowaniach do przycinania 3D, takich jak Simplify3D i Cura, są dostępne ustawienia, które pomagają w rozwiązaniu tego problemu. W Cura należy wybrać zakładkę "Przekrycie wypełnienia", a w Simplify3D "Przekrycie konturu". Te wartości kontrolują poziom wypełnienia w stosunku do obwodów konturu. Zwiększenie tego wskaźnika z 15% do 30% może rozwiązać problem. Aby uniknąć nakładania się materiału i dalszych problemów, warto ustawić go na ponad 50%.
Aby odpowiednio zszyć warstwy, można zmniejszyć prędkość druku. Zaleca się również zwiększenie procentu wypełnienia objętościowego.
Gdzie można kupić filamenty i żywice
Jakość używanych materiałów bezpośrednio wpływa na eliminację luk w druku 3D. Użytkownicy mogą zakupić wysokiej jakości filamenty i żywice w sklepie internetowym Artline. Dostępne są tam produkty od najlepszych producentów. Do wyboru odpowiednich materiałów można skorzystać z panelu sortowania lub skontaktować się z menedżerami Artline.
Szyszkowa 56C, 02-285 Warszawa, Poland
+22 378 44 40
info@artline.eu