
Adhezja platformy roboczej oznacza zdolność tworzywa drukowanego na drukarce 3D do przylegania do płyty podczas procesu druku. Jeśli wydruki na platformie roboczej nie pozostają na miejscu, wychodzą przesunięte i skręcone, co prowadzi do złych wyników. Obecnie powszechne jest stosowanie specjalnych rodzajów powierzchni, aby materiały mogły przylegać do płyty w drukarkach 3D.

Najczęściej stosowane są następujące materiały w drukarkach 3D, aby rozwiązać ten problem:
- stal nierdzewna;
- aluminium;
- folia PEI;
- taśma malarska;
- taśma PET;
- taśma kaptonowa;
- szkło.
Nie istnieje jeden rodzaj platformy roboczej odpowiedni dla wszystkich rodzajów nici. W tym artykule omówimy najważniejsze czynniki wpływające na adhezję powierzchni i przedstawimy sposoby zwiększenia szans na uzyskanie doskonałego przyczepienia.
Co jest ważne

Adhezję powierzchni wpływają następujące czynniki:
1. Jak dobrze tworzywo zetknie się z płytą.
2. Rozszerzalność cieplna.
3. Jak równa jest powierzchnia.
Zetknięcie z płytą roboczą
Zetknięcie oznacza zdolność cieczy do przylegania i przywierania do twardej powierzchni. Gdy nić jest wyciskana na płytę roboczą, podczas drukowania będzie przylegać do powierzchni zbierania. Idealnie, tworzywo powinno przywierać do powierzchni zbierania, która ma dużą odległość między nią a tworzywem. Jeśli tworzy się masowa część, powierzchnia kontaktu będzie duża.
Dlatego zdolność wydruku do przylegania do płyty roboczej jest tu ważna. Dlatego często do podstawy części dodaje się dodatkowe środki do zwiększenia przyczepności. To pozwala zwiększyć powierzchnię przyczepności.
Rozszerzalność cieplna
Rozszerzalność cieplna opisuje, jak zmieniają się rozmiary obiektu w różnych temperaturach. Podczas drukowania może dojść do oderwania krawędzi obiektu w wyniku różnicy temperatur między górną a dolną częścią wydruku. Dla materiałów takich jak ABS i podobne jest to problematyczne, ponieważ wymagają one podgrzewanych płyt roboczych. Istnieje tu delikatna równowaga między drukiem 3D a rozszerzalnością cieplną. Warstwom tworzywa musi się trochę ostygnąć, aby stworzyć obiekt 3D. Wtedy może dojść do oderwania krawędzi w postaci odkształcenia.
Widząc opisane wyżej, można rozwiązać problem z rozszerzalnością cieplną. Aby to zrobić, należy podjąć odpowiednie środki ostrożności.
Ważnymi cechami adhezji są temperatura obudowy i warstwy. Taki podejście pozwoli ustawić temperaturę otaczającego powietrza i dolnych warstw, co zmniejszy rozszerzalność cieplną. Ważne jest, aby osiągnąć doskonałą adhezję i zmniejszyć ryzyko krzywizn podczas równomiernego 3D druku.
Równość powierzchni
Podczas przylegania nici do podstawy ważne jest, aby dysza znajdowała się w optymalnej odległości od płyty roboczej. Istnieje taka odległość, kiedy nić jest wystarczająco blisko płyty roboczej, aby przylegać do niej. Jeśli podejdziemy zbyt szybko, materiał zostanie zerwany z płyty roboczej przed wcześniej wydrukowanymi materiałami.
Podstawowe rozwiązania
Istnieje wiele sposobów rozwiązania problemu. Za pomocą tych rozwiązań można tworzyć doskonałą powierzchnię do przyklejenia wydruków 3D.
Sprawdź powierzchnie zbierania
Jakość druku uzyskuje się tylko na dobrej powierzchni. Jeśli masz wątpliwości, konieczne będzie wyczyszczenie płyty roboczej. Możesz to zrobić za pomocą mikrofibry i alkoholu. Te czynności należy wykonywać przed każdym rozpoczęciem druku. Upewnij się, że materiał płyty roboczej jest kompatybilny z alkoholem. Na przykład, jeśli używasz szkła, wszystko będzie w porządku. Taki sposób pozwala zagwarantować, że tworzywo nie przylepie się do powierzchni z powodu zabrudzenia płyty roboczej.
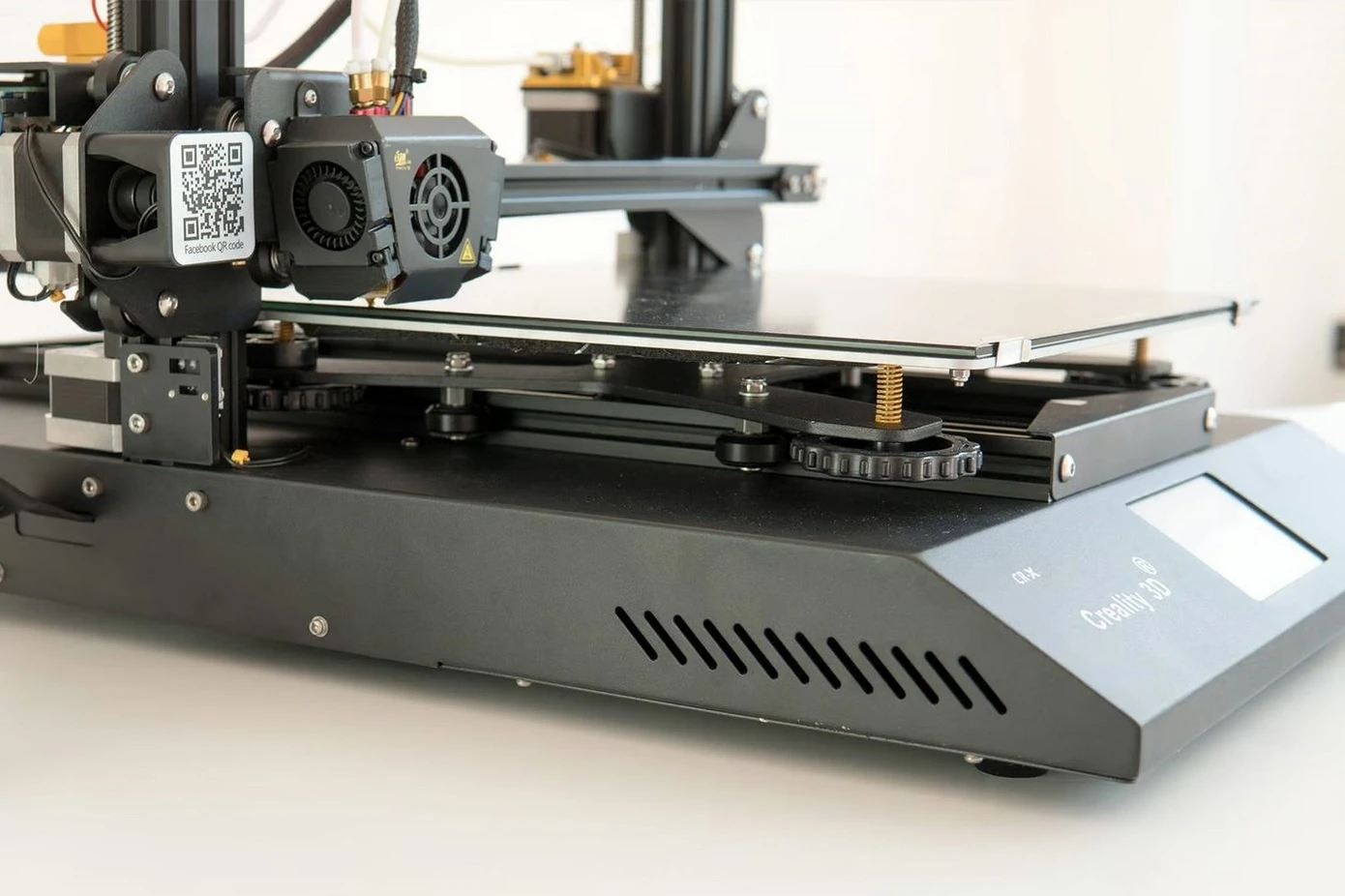
Następnie należy wyrównać płytę roboczą. Pozwoli to roztapianym nićkom zbliżyć się do płyty roboczej i przywierać do niej.
Użyj podstawek zbierających
Do zwiększenia powierzchni kontaktu stosuje się podstawki, z którymi obiekt styka się podczas druku. Im więcej będzie kontaktu, tym większa siła trzymania. Dlatego podstawki są najlepszym rozwiązaniem do poprawy adhezji odbicia. Do usunięcia potencjalnie problemowej dolnej warstwy druku stosuje się siatki. Kompensują one ją platformą, która jest bardzo wygodna do druku.

Jeśli występują problemy z przyleganiem do podstawy, siatki pomogą je rozwiązać. Na siatce może być niezadowalająca jakość druku. Jest to spowodowane tym, że część na wierzchu siatki pływa podczas drukowania. Dlatego powierzchnia styku z siatką nie musi być idealna. To jest skutecznym rozwiązaniem do poprawy adhezji.
Można również używać osłon przeciwwiatrowych. Pomagają one utrzymać ciepło wokół wydruku i zapobiegają deformacjom. Powstaje mniejsza różnica między temperaturą wydruku a temperaturą otoczenia.
Fluktuacje temperatury odgrywają dużą rolę w tym procesie. Nawet jeśli pierwsza warstwa jest dobra, obiekt może się przemieszczać. Najczęściej wiąże się to z tym, że głowica drukująca styka się z częścią obiektu. Zjawisko to występuje także w sytuacjach, gdy drukarka 3D jest podatna na powstawanie plam, co prowadzi do nierówności na powierzchni.
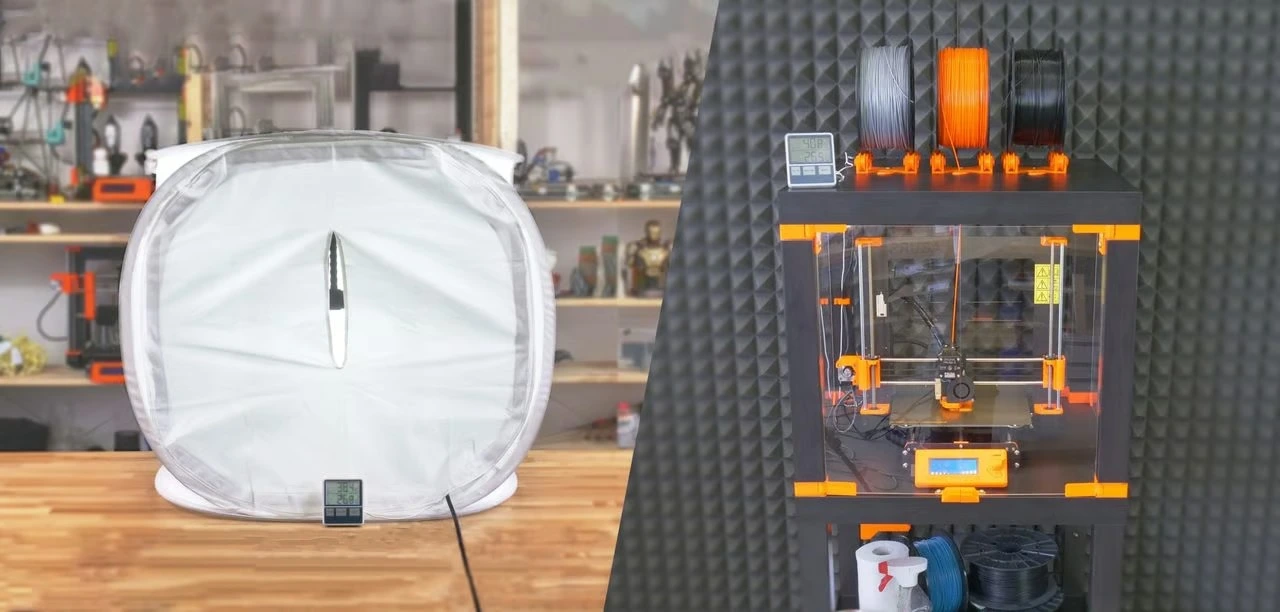
Warto spróbować zamknąć drukarkę 3D specjalną obudową, aby utrzymać stałą temperaturę druku i dodatkowo chronić przed przeciągami zimnego powietrza.
Jeśli utworzenie ogrodzenia jest niewłaściwe lub niemożliwe, warto umieścić drukarkę 3D w pomieszczeniu, gdzie nie ma przeciągów wiatru.
Konfiguracja slicera
Druk należy przeprowadzać tak, aby temperatura hotendu odpowiadała używanemu materiałowi. Ze względu na znaczną różnicę temperatur między ochładzanym a ekstrudowanym tworzywem dochodzi do deformacji obiektu. Najczęściej dotyczy to ABS, ponieważ zakres temperatur wynoszący od 210°C do 250°C może powodować rozszerzalność obiektu. Podczas drukowania 3D wpływa to również na wybrzuszanie krawędzi obiektu.
Adhezję druku na ogół wpływa także prędkość wentylatora. Im dłużej plastik topi się, tym lepiej przylega. Przy niskich prędkościach obrotowych wentylatorów uzyskuje się doskonałe wyniki. Ten proces musi być zrównoważony w zależności od użytego tworzywa. Bez chłodzenia nić jest nadmiernie roztopiona, co prowadzi do deformacji geometrii druku.
Istnieje również wiele innych ustawień wpływających na druk. Jeśli pierwsza warstwa wychodzi dobrze, ale obiekt może się przesunąć, jest to najczęściej związane z tym, że głowica drukująca styka się z częścią obiektu. To zjawisko występuje również w przypadku drukarek 3D, które są podatne na tworzenie się plam, co powoduje powstawanie nierówności na powierzchni.
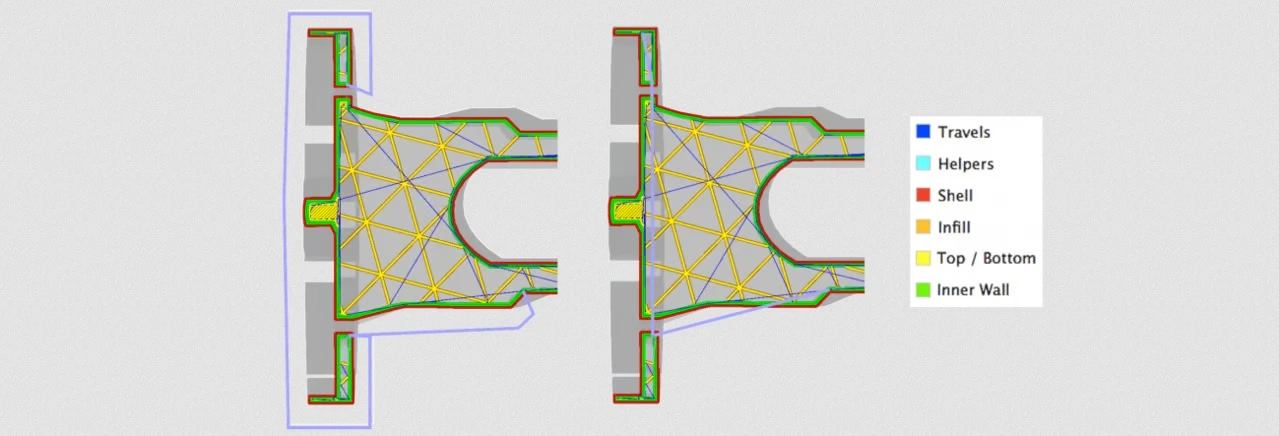
Aby zmniejszyć ryzyko kolizji głowic drukujących, należy dostosować pewne ustawienia w programie slicera. Przede wszystkim zwróć uwagę na retrakcję. Retrakcja to proces, w którym nić jest cofana w celu zapobieżenia wyciekowi plastiku. Nieprawidłowe ustawienia tego procesu mogą prowadzić do nieprawidłowej ekstruzji plastiku, co może spowodować, że plastik przylepi się do głowicy drukującej podczas jej ruchu, co może skutkować usunięciem wydruku.
Aby podnieść głowicę drukującą, można użyć ustawienia Z-hop. Pozwala to na czyszczenie nadrukowanych elementów głowicy drukującej, co zmniejsza ryzyko zahaczenia o cokolwiek.
W niektórych programach slicer istnieje również specjalna opcja, która pozwala regulować wszystkie ruchy wykonywane przez głowicę, eliminując nadrukowane części. Ta opcja zwiększa czas druku, ponieważ głowica przestaje wykonywać ruchy bezpośrednie.
Rozwiązania płatne

Istnieją pewne rozwiązania, które mogą poprawić adhezję. Obejmują one proste nakładanie powłoki lub modyfikację podstawy za pomocą podgrzewania.
Dodawanie podgrzewanej platformy
Aby utrzymać nić w stanie ciekłym przez dłuższy czas, konieczne jest osiągnięcie wyższej temperatury. To pozwala nićom mieć więcej czasu na przyleganie do platformy.
Jednak przy zbyt dużym podgrzewaniu, wydruk może stracić stabilne wymiary. Dzieje się tak, gdy górne warstwy zaczynają dociskać dolne warstwy, dopóki nie ostygną. Jeśli występuje deformacja na powierzchni druku, można rozwiązać ten problem, zwiększając temperaturę stołu roboczego o 5°C. Jeśli wydruk wydaje się zbyt rozluźniony, można obniżyć temperaturę stołu roboczego o 5°C.
Powłoka platformy
Poniżej przedstawiamy metody, które pozwalają przykleić wydruk do powierzchni zbierania:
- Lakier do włosów Aqua Net pozwala uzyskać pożądany efekt przy minimalnej ilości dodatków. Jeśli chcesz wybrać lakier innej marki, upewnij się, że zawiera on niewielką ilość dodatków. To pozwoli uzyskać doskonałą adhezję do platformy.
- Roztwór soli zmienia skład stopionej nićki, co pozwala lepiej zwilżyć powierzchnię zbierania.
- Można również używać znikającego fioletowego ołówka klejowego. W tym przypadku może być trudno ocenić, czy nałożyłeś wystarczającą ilość na powierzchnię.
- Klej Wolfbite. Stosowany jest do szklanej platformy, co pozwala przykleić do niej części, które inaczej by się deformowały. Dla różnych rodzajów nićki można wybrać różne rodzaje Wolfbite.
Zamiana platformy roboczej
Jeśli wymienione wcześniej metody nie pomagają rozwiązać problemu, konieczna może być całkowita wymiana platformy roboczej. Istnieją różne rodzaje platform, z ich własnymi zaletami i wadami. Na przykład szklane platformy charakteryzują się dostępnymi rozmiarami, ale wymagają dodatkowego kleju. Mogą być trudniejsze do usunięcia części, ponieważ nie są tak elastyczne jak teksturowane lub gładkie arkusze PEI.
Mogą również pojawić się problemy z osią Z. Platformy wykonane z polipropylenu są dostępne cenowo i wytrzymują wyższą temperaturę, ale mogą mieć problemy z pierwszą warstwą.
Inne metody
Jeśli mimo wszystko nadal nie możesz osiągnąć przyczepności druku, możesz zastosować następujące dwie metody:
- Szorstka powierzchnia: W celu zwiększenia widocznej powierzchni na platformie roboczej oraz szorstkości można użyć szlifowania. Pomaga to w adhezji podczas druku 3D. Ten sposób spowodował, że drukowanie na szorstkiej lub matowej warstwie szkła stało się popularne. Aby delikatnie zadrapać szkło, można użyć drobnego papieru ściernego. Taki podejście pozwoli stworzyć mikrostrukturę, do której przylepie się wydruk, a szkło nie zostanie trwale uszkodzone w dłuższej perspektywie.
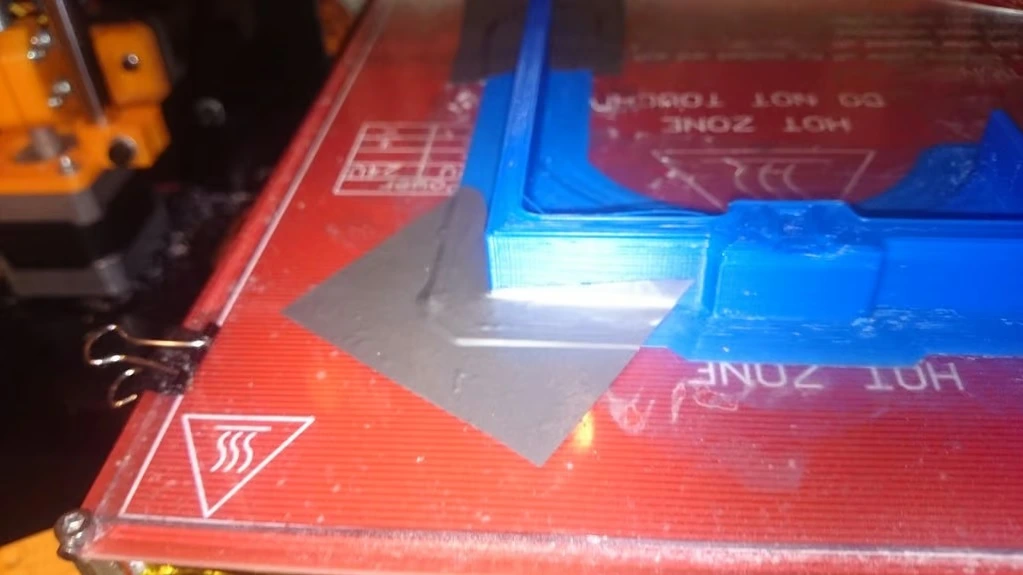
- Taśma klejąca podczas druku: Jeśli twój wydruk odkleja się podczas drukowania i nie ma innych problemów, można użyć taśmy klejącej. Na powyższym obrazie pokazano, jak można zatrzymać druk i przykleić odkształcone krawędzie do platformy roboczej. Ta metoda działa, ale nie jest długotrwała.
Gdzie kupić urządzenia w Polsce
Sklep Artline to renomowany i znany dostawca sprzętu komputerowego. Sprzedajemy tylko wysokiej jakości drukarki 3D, skanery, grawerki, części zamienne, filamenty, żywice oraz dodatkowe akcesoria. Ponadto oferujemy sprzęt sieciowy, urządzenia mobilne, baterie, akcesoria komputerowe i wiele więcej. Zapraszamy na naszą stronę internetową, gdzie znajdą Państwo pełen asortyment! Nasi specjaliści chętnie pomogą w dokonaniu wyboru
Move Center Sp. z o.o.
Szyszkowa 56C
02-285, Warszawa
NIP: 783 183 9789
Regon: 389504928
+22 378 44 40
info@artline.eu